臺州市椒江建設工程機械廠 鉆孔取芯機|金剛石鉆頭|雙刀鋸石機|雙面磨平機
13566870732


2025-05-09 03:07:47
鉆頭是一種常見的切削工具,廣泛應用于金屬、木材、石材、陶瓷等材料的加工中!本文將從產品介紹、用途、優勢等方面詳細介紹鉆頭!產品介紹鉆頭是一種用于鉆孔的切削工具,通常由鋼材或硬質合金制成!根據不同的加工材料和加工方式,鉆頭可以分為多種類型,如普通鉆頭、中心鉆、擴孔鉆、深孔鉆、鉸孔鉆、鋸齒鉆等!普通鉆頭是很常見的一種鉆頭,通常用于鉆孔直徑小于50mm的金屬、木材、塑料等材料!中心鉆是一種用于定位的鉆頭,通常用于在工件表面打孔前進行定位!臺州市椒江建設工程機械廠致力牙輪鉆頭生產研發,有想法的不要錯過哦!北京高速鋼鉆頭哪家靠譜
基體和刀頭的焊接:正規的刀頭焊接(復焊)廠家一般采用高精度的全自動焊機,配以高精度靠模,嚴格細致的焊接工藝和質量檢查標準,這樣可以有效地控制焊接時刀頭加熱對鋸片基體的平面度,端面跳動量,徑向跳動量和張力值的影響,有效地避免或減少鋸片在切割過程中出現板材彎曲的機會!同時,刀頭和基體的配合比(刀頭厚度與基體厚度之比)也是一個不容忽視的重要因素!過小容易在切割深度超過半徑的二分之一時出現板材彎曲現象(一般廠家認為此值在1.25一1.35時切割效果較好)!因此石材加工企業在進行刀頭焊接(復焊)時,要選擇條件比較好一點的正規刀頭焊接生產廠,確保鋸片成品的質量和切割高效,減少損失和浪費!鋸機的影響因素再來分析所使用的設備(鋸機)方面的因素,在鋸機方面影響彎板產生的困素,主要有鋸機的整機運行質量和鋸機使用過程的安裝維護和切割過程的冷卻潤滑有關!浙江取芯鉆頭廠家有哪些臺州市椒江建設工程機械廠致力電錘鉆頭生產研發,歡迎您的來電!

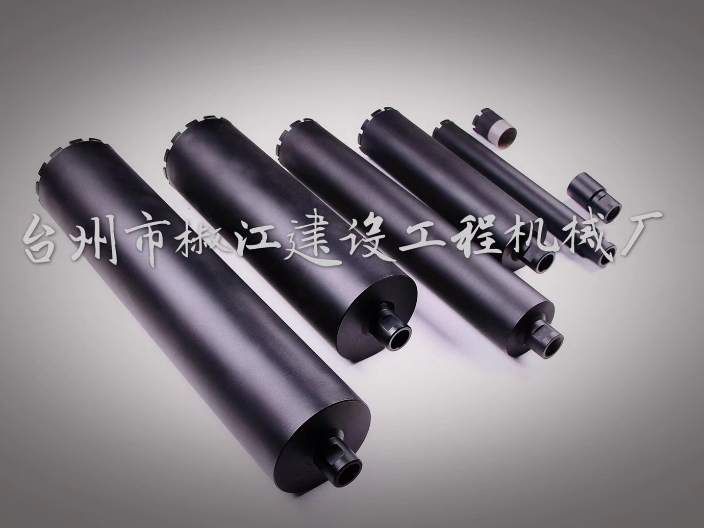
鉆頭是用來在實體材料上鉆削出通孔或盲孔,并能對已有的孔擴孔的刀具!常用的鉆頭主要有麻花鉆、扁鉆、中心鉆、深孔鉆和套料鉆!擴孔鉆和锪鉆雖不能在實體材料上鉆孔,但習慣上也將它們歸入鉆頭一類!高速鋼空心鉆頭,又名取芯鉆頭或開孔器,鉆頭分類:高速鋼鉆頭,硬質合金鉆頭,鎢鋼鉆頭;削切深度:35MM、50MM、100M;適合鉆機:進口的磁座鉆、磁力鉆、國產磁座鉆、磁鐵鉆、吸鐵鉆、鋼板鉆、磁性鉆、機床、臺鉆、座鉆等!直徑規格:12MM至100MM;鉆頭主要材質有高速鋼類;粉末冶金類;硬質合金類!鉆頭軸線要與砂輪面斜出60°的角度!這個角度就是鉆頭的鋒角,此時的角度不對,將直接影響鉆頭頂角的大小及主切削刃的形狀和橫刃斜角!這里是指鉆頭軸心線與砂輪表面之間的位置關系,取60°就行,這個角度一般比較能看得準!這里要注意鉆頭刃磨前相對的水平位置和角度位置,二者要統籌兼顧,不要為了擺平刃口而忽略了擺好度角,或為了擺好角度而忽略了擺平刃口!鉆頭的長度和直徑之比越大,其彎曲傾向增加!減小長徑比,可以減小撓曲力,從而避免鉆頭折斷和孔徑誤差加大!較深的孔要求鉆頭規格有較大的長徑比!通常孔深超過3倍直徑就是“深孔”,
鉆頭軸線要與砂輪面斜出60°的角度!這個角度就是鉆頭的鋒角,此時的角度不對,將直接影響鉆頭頂角的大小及主切削刃的形狀和橫刃斜角!這里是指鉆頭軸心線與砂輪表面之間的位置關系,取60°就行,這個角度一般比較能看得準!這里要注意鉆頭刃磨前相對的水平位置和角度位置,二者要統籌兼顧,不要為了擺平刃口而忽略了擺好度角,或為了擺好角度而忽略了擺平刃口!由刃口往后磨后面!刃口接觸砂輪后,要從主切削刃往后面磨,也就是從鉆頭的刃口先開始接觸砂輪,而后沿著整個后刀面緩慢往下磨!鉆頭切入時可輕輕接觸砂輪,先進行較少量的刃磨,并注意觀察火花的均勻性,及時調整手上壓力大小,還要注意鉆頭的冷卻,不能讓其磨過火,造成刃口變色,而至刃口退火!發現刃口溫度高時,要及時將鉆頭冷卻!臺州市椒江建設工程機械廠為您供應鉆頭,有想法的可以來電咨詢!

鉆頭是鉆井設備的主要組成部分,其主要作用是破粹巖石、形成井眼!旋轉鉆頭是目前行業普遍使用的鉆頭,在機械的帶動下旋轉鉆頭會產生旋轉,從而帶動整個鉆頭產生向心運動,并通過侵削、研磨使巖石發生裂痕并破碎,起到向下鉆探的作用!目前行業使用的鉆頭有很多種類,以不同的鉆進方式為根據對鉆頭進行分類,可以將其分為金剛石鉆頭、牙輪鉆頭與刮刀鉆頭,這三種鉆頭是較基本的鉆頭形式!在這三種鉆頭中,在石油鉆探工作中應用較為普遍、較為普遍的一種是牙輪鉆頭,其應用程度也比較深!將這三種鉆頭進行對比,使用范圍較小的一種鉆頭是刮刀鉆頭!本文主要介紹的是金剛石鉆頭與牙輪鉆頭!臺州市椒江建設工程機械廠致力金剛石鉆頭設備生產研發,期待您的光臨!浙江取芯鉆頭廠家有哪些
臺州市椒江建設工程機械廠致力空心鉆頭生產研發,有需要可以聯系我司哦!北京高速鋼鉆頭哪家靠譜
再來分析所使用的設備(鋸機)方面的因素,在鋸機方面影響彎板產生的困素,主要有鋸機的整機運行質量和鋸機使用過程的安裝維護和切割過程的冷卻潤滑有關!鋸機整機的運行質量:根據多年來跟蹤用戶現場服務,處理問題的經驗,鋸機橫向(水平)運行導軌在使用一段時間產生磨損后,精度降低,達不到規定的質量控制標準時,產生爬行時,容易產生板材左右彎曲現象;鋸機縱向(垂直)升降導軌部分磨損后,精度降低達不到規定質量控制標準時,’容易產生板材上下彎曲現象!同時,據機導軌的鑲條間隙調整不當或導軌內有異物進人時,也易產生彎板現象!另外,鋸機主軸運行系統差也是導致板材彎曲的一個重要因素,因此,鋸機主傳動軸的精度和主軸軸承間隙的合理調整也是非常重要的,否則,將會產生不規律的板材彎曲現象!北京高速鋼鉆頭哪家靠譜